本篇机械工程论文系统上位机主要以空气压缩机工作温度值、水温、水箱中水位为参数,程序判断满足相应设定条件的,就控制对应设备进行启动或停止等工作。见表1所示,为上位机主要参数及设定值。

表1 上位机用户参数表具体设定值及其作用
菜单设定初值功能作用
循环泵启动温度>80℃循环泵运行
循环泵停止温度<75℃循环泵停止运行
热水泵启动温度>60℃启动热水泵往热水箱送水
热水泵停动温度<50℃停止热水泵往热水箱送水
风机启动温度>85℃启动风机运行
风机停止温度<70℃停止风机运行
热水泵供水时间600s热水泵启动运行时间
热水泵间隔时间1H达到启动间隔时间停止水泵
电加热启动温度<50℃启动电加热
电加热停止温度>60℃停止电加热
上位机是用户计算机控制和触屏控制为一体的。 编程软件 CoolMayHMI V3.32,创建系统总图及各控制界面,见图3所示。组态完成激活后,可对系统设计的四个模块进行过程控制。[3] 各控制界面分别可以显示系统运行状态,循环泵、热水泵、电加热系统是否启动,出水温度,循环水温的显示以及循环水箱、热水箱的水位监测。通过页面直接显示查看总运行时间、油温、本次运行时间等选项内容。循环泵、热水泵可以手动开启,此时手动时水泵只授液位控制。点击手动关,则循环泵、热水泵按照设定自动运行等。
利用PLC一体机的RS485通信接口,可将多个PLC一体机组网,构成控制系统网络化。
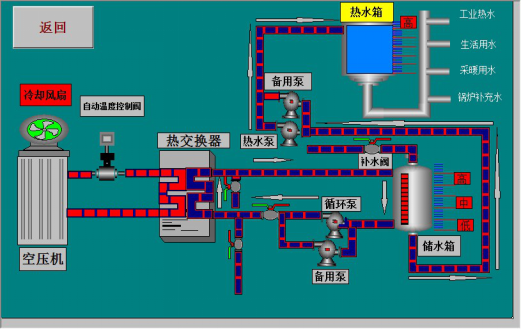
图3 上位机监控画面图
4. 节能效果的分析
经济效果方面,根据测算,一台132KW/8.0Bar的空压机,每年运行8000小时,消耗1056000KWH电能,如果应用余热回收系统可以回收60%-70%能耗,即可以回收718080 KWH电能,以单价0.80元计算,则可节约574464.00元/年。[2]
环保效果方面,据资料显示,如果用火力发电,每节约1KWH电量,就相当于少燃烧了0.4千克的标准煤,同时也就相应减少了0.272千克碳粉尘、0.997千克二氧化碳(C02)的排放。那么按上段一年的消耗电能来计算,用该余热回收系统一年就可以减少消耗标准煤287232千克,同时减少污染排放碳粉尘约为195318千克、二氧化碳(C02)约为715925千克,这些数据相当惊人,对节能环保也非常有意义。
5. 结语
PLC一体机余热回收系统,将空气压缩机耗能高的问题,转变成热能源有效利用。为企业节省大笔成本消耗,减少热量排放,保护环境。PLC一体机高集成性、价格低、通信性能强、使用维护方便等优点,非常适合面向中小企业采用。在系统设计中,也存在诸如PLC只兼容三菱编程、功能模块相对简单等问题,有待改进。综述,本控制系统对的余热回收是可靠高效的,其中有很多可取之处,值得借鉴和推广。
主要参考文献:
[1] 金雷,赖乐曲,何璐珂.一种余热回收利用技术的研究及应用[J].四川水泥.2016(08).
[2] 李鑫,常红,高旭,陆晓科. 常村煤矿空压机余热回收研究与应用 [J]. 中国设备工程. 2016(07).
[3] 王浩,王琨. 基于PLC和WinCC的空气压缩机电控系统的改造 [J]. 自动化技术与应用. 2016(03).
更多机械工程论文发表立刻咨询锦锐论文网:
QQ:2604244082张编辑
手机:18810183632
网址:www.lwbaodian.com
-
 关于汽车的论文:多元线性回归分析在汽车制造企业供应商评价关于汽车的论文:多元线性回归分析在汽车制造企业供应商评价指标选择方面的应用 摘要:为了使汽车制造企业构建的供应商评价体系更加有效。把供应商
关于汽车的论文:多元线性回归分析在汽车制造企业供应商评价关于汽车的论文:多元线性回归分析在汽车制造企业供应商评价指标选择方面的应用 摘要:为了使汽车制造企业构建的供应商评价体系更加有效。把供应商 -
 消防论文:消防装备运行保障的问题、对策和措施消防论文:消防装备运行保障的问题、对策和措施 摘要:本篇 消防论文 首先分析探讨了当前消防装备运行保障的现状,并且根据如今消防装备运行保障所
消防论文:消防装备运行保障的问题、对策和措施消防论文:消防装备运行保障的问题、对策和措施 摘要:本篇 消防论文 首先分析探讨了当前消防装备运行保障的现状,并且根据如今消防装备运行保障所 -
机械工程论文:基于PLC一体机的空气压缩机余热回收控制系统方本篇机械工程论文结合中小型企业的实际情况,采用PLC一体机系统作为控制系统,基本实现了设计成本低、控制可靠、系统维护方便、节能效果明显等几个
-
 建筑工程论文发表:海绵城市—道路与绿地空间透水模式的综合本篇建筑工程论文发表通过对海绵城市雨水管控的介绍,结合海绵城市建设技术指南的分析,引出道路空间、绿地空间雨水渗蓄、净化的重要性,总结出透
建筑工程论文发表:海绵城市—道路与绿地空间透水模式的综合本篇建筑工程论文发表通过对海绵城市雨水管控的介绍,结合海绵城市建设技术指南的分析,引出道路空间、绿地空间雨水渗蓄、净化的重要性,总结出透 -
 水利工程论文发表-提高水利工程施工管理质量,探讨水利施工的水利工程论文发表-提高水利工程施工管理质量,探讨水利施工的问题及改进措施 摘要:本篇 水利工程论文发表 主要讲水利工程施工质量对我国社会经济的
水利工程论文发表-提高水利工程施工管理质量,探讨水利施工的水利工程论文发表-提高水利工程施工管理质量,探讨水利施工的问题及改进措施 摘要:本篇 水利工程论文发表 主要讲水利工程施工质量对我国社会经济的
